
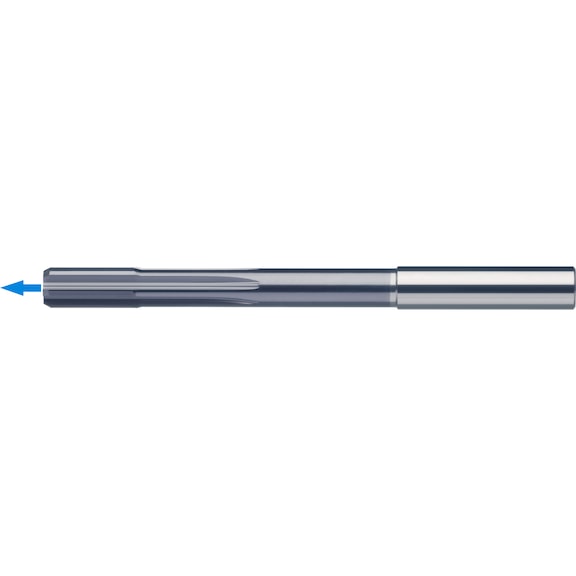



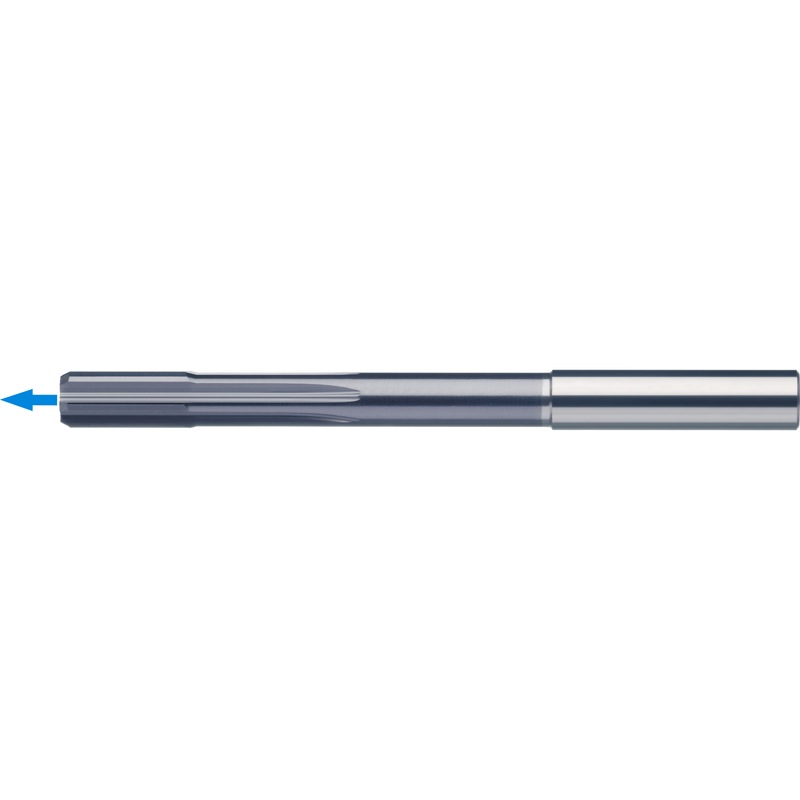

ATORN HPC Reibahle VHM TiALN Z=6 0 Grad 10,71-11,20mm x 120mm x 20mm HA (Stahl)
Marke: ATORN
Oberfläche: TiAlN
Länge: 120 mm
Art.-Nr. 11781647
Hersteller Art.-Nr. 12160249
EAN 4050293395884












Anwendung
Zur Herstellung von Passungen in Grundlöchern auf modernen CNC-Maschinen bei stabiler Werkzeug- und Werkstückspannung bis 1300 N/mm².
Ausführung
- Gerade genutet mit extremer ungleicher Teilung und Innenkühlung, Form A
Vorteil
- Innovative Schneidengeometrie sorgt für sehr hohe Maßhaltigkeit und Prozesssicherheit, bei sehr hohen Schnittparametern
- Hochwertiger VHM Schneidstoff und Beschichtung sorgen für sehr hohe Standzeit
- Innenkühlung sorgt für optimalen Transport der Späne
Hinweis
Auf präzise und feste Werkzeugspannung achten (Idealerweise Hydrodrehspannfutter oder Präzisionsspannzangenfutter verwenden)! Bei Bestellung gewünschte Passung und Durchmesser angeben (z.B. 8,05 H7) Achtung! Aufmaßtabelle beachten.

Marke | ATORN |
EAN Hauptcode | 4050293395884 |
Hersteller Artikelnummer | 12160249 |
Schneidendurchmesser | 11 mm |
Toleranz Passung | Wählbar |
Typ | HPC UNI |
Geeignet für Durchgangssloch | Nein |
Geeignet für Grundloch | Ja |
Form | A |
Nutenform | Gerade |
Anzahl Schneiden | 6 STK |
Oberfläche | TiAlN |
Schneidstoff | VHM |
Auskraglänge | 73 mm |
Durchmesser wählbar min./max. | 10,71-11,20 mm |
Länge | 120 mm |
Schneidenlänge | 20 mm |
Schaftdurchmesser | 12 mm |
Kühlmittelzufuhr | Intern |
Werkzeugaufnahme | Zylinderschaft HA |
Produktgruppe | 1BK |
Bruttogewicht | 0.148 kg |
Zuletzt angesehen

ATORN Gewindebohrer HSSE TIN DIN371 40 Grad M4 ISO2 2,5xD CNC UNI für Grundloch

ORION Ersatz-Hartmetallschabeplatte 25x30x2 mm

CCMH060204-MV MC6025 MITSUBISHI, WSP, Drehen, beschichtet

7500050 CLEANKRAFT, Frischwasserpumpe 50

A-5555-1066 RENISHAW, Tastereinsatz

3M Gehörschutzstöpsel EAR Classic II, im Refill-Aufsatz für Spender, 500 Paar

978.953 BIG KAISER, Anzugsbolzen P30T-1MGH

ATORN Kegelsenker 4S 90° HSS TiAlN extrem ungleich geteilt Ø12,4mm

ATORN Hartschaumeinlage bestückt mit 9-teiligem Doppelringschlüssel-Satz

ATORN Eckfräser 90 Grad für AP 1604 63,0 mm Z=4