



Wenn Sie eingebettete Videos auf https://www.metzler.at anzeigen und abspielen ist es möglich, dass der Anbieter youtube Ihre Zugriffe speichern und Ihr Verhalten analysieren kann. Wenn Sie die Inhalte aktivieren, also dem Anzeigen und Abspielen zustimmen, wird ein Cookie auf Ihrem Computer gesetzt um festzuhalten, dass Sie in Ihrem Browser zugestimmt haben. Dieses Cookie speichert keine personenbezogenen Daten.
Weitere Informationen finden Sie in unserer Datenschutzerklärung und auf der Cookie-Seite.
Alternativ können Sie auch diesen Link verwenden, um das Video direkt auf der Plattform des Anbieters aufzurufen: https://youtu.be/ksLm8BpG6Ng










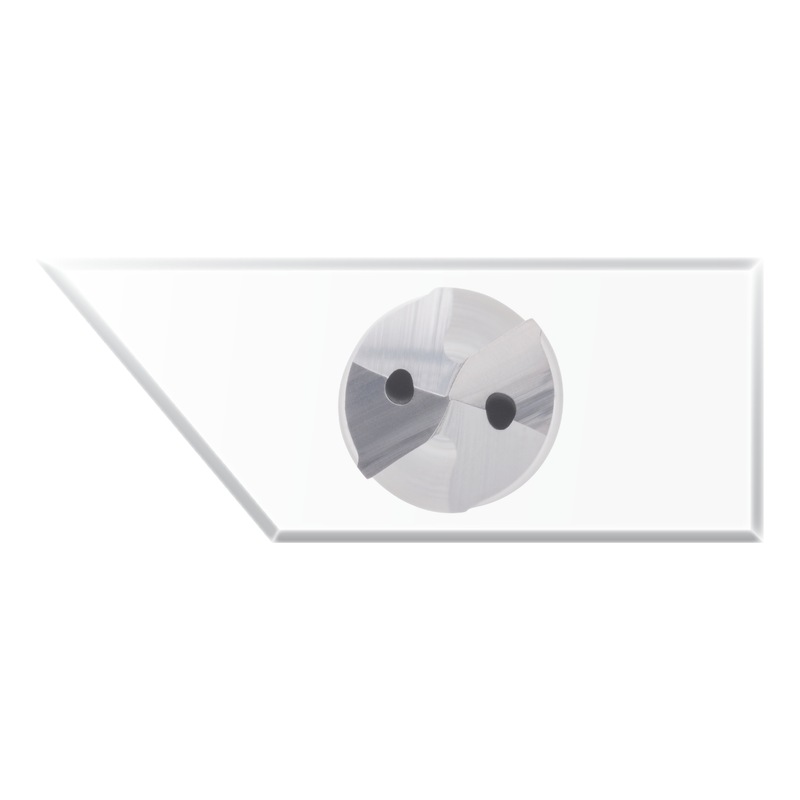

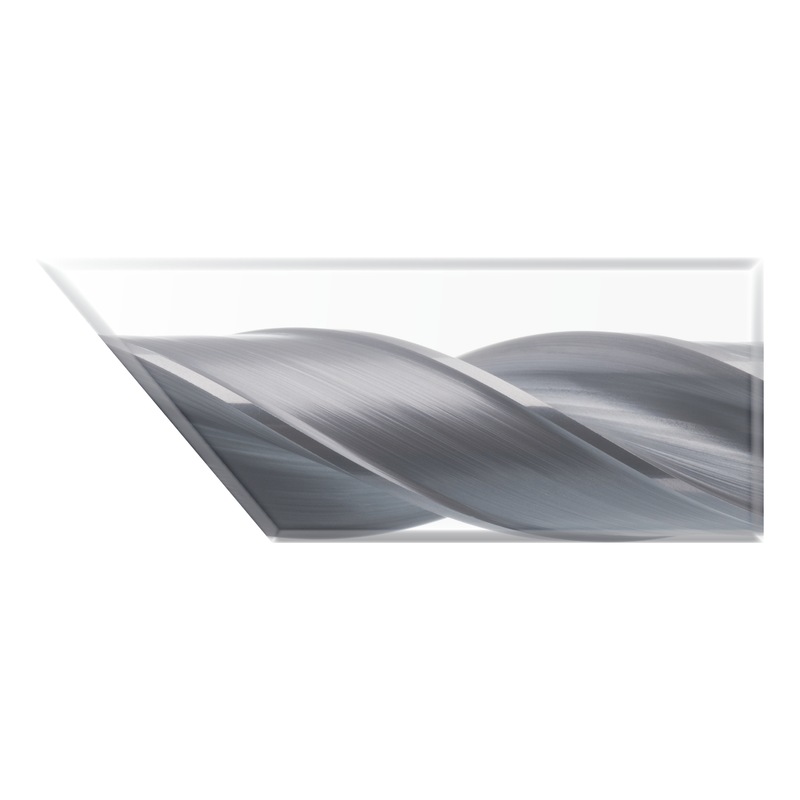

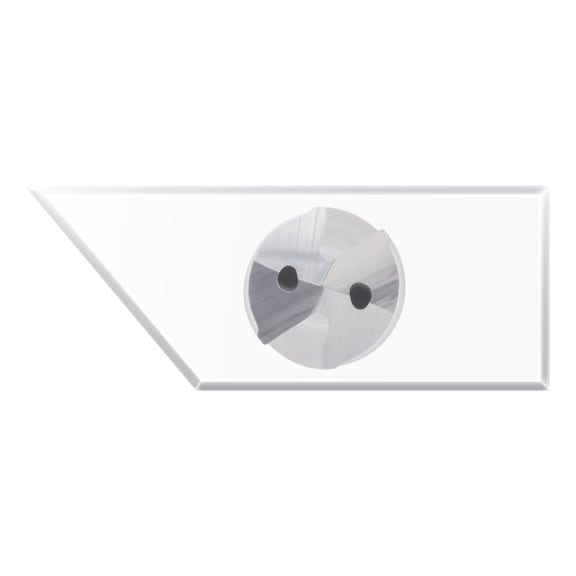
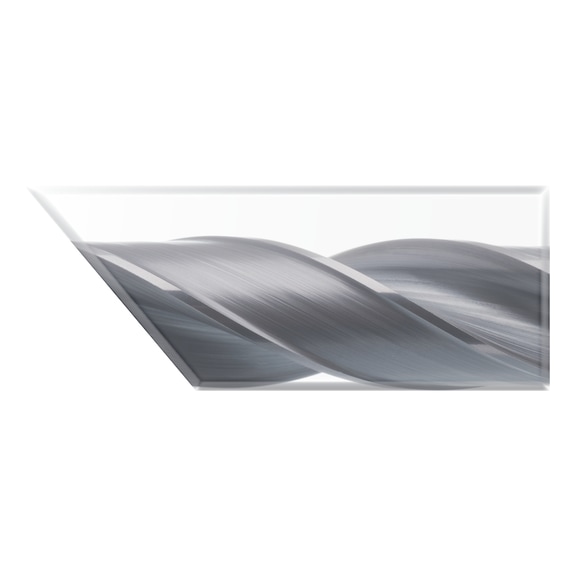
ATORN VHM Bohrer UNI TiAlNplus 8xD mit IK 4,4 mm
Marke: ATORN
Oberfläche: TiAlN plus
Länge: 81 mm
Art.-Nr. 11108044
Hersteller Art.-Nr. 10915491
EAN 4050293530537












Anwendung
Für die HPC-Bohrungsbearbeitung bis zu einer Festigkeit von 1300 N/mm²
Ausführung
- Hochleistungsbohrer VHM-TiAlNplus
- 4 Führungsfasen
- 4 Flächenanschliff
- 30° Spiralwinkel
- Gerade Hauptschneide
Vorteil
- Wirtschaftliches Bohren in verschiedensten Werkstoffen mit hohen Schnittwerten
- Neuentwickelte Geometrie in Verbindung mit einer individuell aufs Bohren abgestimmten Multilayer Beschichtung sorgt für erheblich höhere Standzeiten
- Schneidkanten Finishing reduziert Mikroausbrüche und erhöht die Standzeit
- Sehr hohe Fluchtungsgenauigkeit durch 4 Führungsfasen
- Hohe Prozesssicherheit auch in extremen Tiefen

Marke | ATORN |
EAN | 4050293530537 |
Hersteller Artikelnummer | 10915491 |
Zu bearbeitender Werkstoff | Universeller Einsatz |
Schneidendurchmesser | 4,4 mm |
Toleranz Schneidendurchmesser | h7 |
Schneidstoff | VHM |
Oberfläche | TiAlN plus |
Bohrtiefe max. (D) | 8xD |
Typ | HPC UNI |
Kühlmittelzufuhr | Intern |
Werkzeugaufnahme | Zylinderschaft HA |
Spitzenwinkel | 135 Grad |
Schaftdurchmesser | 6 mm |
Spannutlänge | 43 mm |
Länge | 81 mm |
f Stahl 1000 | 0,11 mm/U |
Statistische Warennummer | 82075070 |
Bruttogewicht | 0,030 kg |
| Materialgruppen für Schnittwerte | Bezeichnung nach DIN | Festigkeit [N/mm²] | Werkstoff Nr. | Vc [m/min] | f [mm/U] bei Durchmesser | Eignung |
|---|---|---|---|---|---|---|
| 1.00 Stähle | ||||||
| 1.01 Automatenstahl | 9 S 20 | < 900 | 1.0711 | 80-100 | 0.09-0.16 | ⚫ |
| 1.02 Baustahl | ST 37-2 | <500 | 1.0037 | 80-100 | 0.09-0.16 | ⚫ |
| 1.03 Baustahl | ST 60-2 | > 500 | 1.7735 | 85-110 | 0.09-0.16 | ⚫ |
| 1.04 Vergütungsstahl | 42 CrMo 4 | <1000 | 1.7225 | 75-95 | 0.08-0.15 | ⚫ |
| 1.05 Stahlguss | GS-45 | <1000 | 1.0446 | 65-90 | 0.08-0.15 | ⚫ |
| 1.06 Einsatzstahl | 16 MnCr 5 | <1200 | 1.7131 | 80-110 | 0.09-0.16 | ⚫ |
| 1.07 Edelstahl ferritisch/martensitisch | X 10 Cr 13 | <1100 | 1.4006 | 40-60 | 0.05-0.08 | ⚫ |
| 1.08 Vergütungsstahl | 43 CrMo 4 | >1000 | 1.3563 | 40-75 | 0.05-0.08 | ⚫ |
| 1.09 Nitrierstahl | 31 CrMoV 9 | <1300 | 1.8519 | 85-100 | 0.05-0.08 | ⚫ |
| 1.10 Werkzeugstahl | X 38 CrMoV 5 1 | <1300 | 1.2343 | 35-85 | 0.05-0.08 | ⚫ |
| 2.00 Rostfreie Stähle | ||||||
| 2.01 Edelstahl, austenitisch | G-X 2 CrNiMo 18 15 | <1100 | 1.3953 | 40-60 | 0.05-0.08 | ⚫ |
| 3.00 NE-Metalle | ||||||
| 3.01 Aluminium, langspanend | AI99.9 | <500 | 3.0305 | 200-300 | 0.12-0.18 | ⚪ |
| 3.02 Aluminium, kurzspanend | G-AISi12 | <500 | 3.2581 | 180-220 | 0.12-0.18 | ⚫ |
| 3.03 Kupferleg. Bronze langspanend | CuSn4 | <1200 | 2.1016 | 100-150 | 0.02-0.15 | ⚪ |
| 3.04 Kupferleg. Bronze kurzspanend | CuNi12Zn24 | <850 | 2.0730 | 120-180 | 0.02-0.15 | ⚫ |
| 3.05 Kupferleg. Messing langspanend | Cu Zn 20 | <600 | 2.0250 | 160-190 | 0.02-0.15 | ⚪ |
| 3.06 Kupferleg. Messing kurzspanend | Cu Zn 39 Pb 3 | <600 | 2.0381 | 250-280 | 0.02-0.15 | ⚫ |
| 3.07 Thermoplastic | PVC, Acrylglas | <100 | 30-100 | 0.08-0.12 | ⚪ | |
| 3.08 Duroplast | Bakelit, Melamin | <150 | 30-80 | 0.08-0.12 | ⚪ | |
| 3.09 Faserverstärkte Kunststoffe | CFK, GFK | <1500 | 30-70 | 0.08-0.12 | ||
| 3.10 Graphite | C8000 | <60 | 85-130 | 0.09-0.1 | ||
| 3.11 Verbundwerkstoffe | - | - | ||||
| 4.00 Guss | ||||||
| 4.01 Grauguss | GG10 | <260 HB | 0.6010 | 85-130 | 0.13-0.18 | ⚫ |
| 4.02 Sphäroguss | GGG 40 | <310 HB | 0.7040 | 70-110 | 0.08-0.13 | ⚫ |
| 4.03 Gusseisen mit Kugelgraphit | GTW-55 | <280 HB | 0.8055 | 70-110 | 0.08-0.13 | ⚫ |
Zuletzt angesehen

503.04.20.63 EROGLU, Fräseraufnahmen DIN 6359 für Zylinderschäfte DIN 1835-B DIN 69871 AD/B SK50 20-63

ATORN Schrumpffutter HSK63 (ISO 12164) Durchmesser 8 mm A=80 mm

973.334 BIG DAISHOWA, Spannzangenfutter C5-MEGA6E-105

UVEX Wetterjacke uvex multifunction blau navy 6XL 8846917

966.435 BIG DAISHOWA, Anfaswerkzeug ST32-C3242-45B-65

SNMG120404-FP NX2525 MITSUBISHI, WSP, Drehen, CERMET

6921484006731 ALLMATIC, Stufenbacke fix 125 mm

MAKITA Tiefziehteil für MAKPAC Größe 2 839245-1

ERGO Treppensteiger ZW4250 Tragfähigkeit 250 kg

ATORN Planfräser 45 Grad 80,0 mm Z=6 für SEET/SEEW 1204